
Modern factories depend on far more than machines, production lines, and physical laborers. Behind every automated assembly process, packaging operation, CNC machining center, and quality inspection station is a complex network of operational technology systems working in absolute unison to sustain continuous production.
These systems form the operational backbone of modern manufacturing. They extract real-time data from equipment, execute deterministic control over industrial processes, monitor field performance, coordinate plant-wide production activities, and assist manufacturers in maintaining strict quality tolerances while systematically driving down unscheduled downtime.
As global manufacturing rapidly digitalizes, operational technology has transcended its historical status as a collection of siloed, isolated control loops. It has evolved into an interconnected, software-defined ecosystem that bridges physical machinery, floor operators, and enterprise-level business applications.
Whether a facility handles discrete manufacturing like automotive assembly or continuous processing like pharmaceutical formulation, selecting, scaling, and integrating the correct operational technology systems directly dictates the facility’s long-term competitive advantage, bottom-line efficiency, and regulatory resilience.
What Are Operational Technology Systems?
Operational technology encompasses the specialized hardware and software architectures designed to monitor, evaluate, and direct physical equipment and industrial assets on the factory floor. While Information Technology focuses on transactional data processing, cloud applications, and business intelligence, operational technology operates at the physical layer, interfacing with real-world physics, mechanical motions, and chemical properties.
The primary objective of operational technology is to guarantee that physical industrial processes execute safely, predictably, and with maximum availability.
In practical manufacturing environments, operational technology systems supervise and actuate automated robotic arms, high-speed conveyor lines, chemical reaction vessels, thermal processing units, and multi-axis CNC machines. Because operational technology directly governs moving hardware and hazardous environments, its systems place a premium on real-time execution, low-latency communication, and high fault tolerance.
Core Components of an Operational Technology Environment
A high-performing factory operational technology framework is built upon a layered hierarchy where components must exchange critical data without latency or format conflicts.
- Programmable Logic Controllers: Industrial computers that control machines and automated processes.
- SCADA Systems: Platforms that provide centralized monitoring and supervisory control.
- Distributed Control Systems: Systems designed to manage complex continuous production processes.
- Human-Machine Interfaces: Operator dashboards that allow personnel to monitor and control equipment.
- Manufacturing Execution Systems: Software that manages production activities and tracks manufacturing performance.
- Industrial Networks: Communication infrastructure that connects machines, controllers, and software systems.
- Sensors and Actuators: Devices that collect operational data and perform physical actions.
- Industrial Internet of Things Platforms: Systems that connect factory equipment to advanced analytics and monitoring tools.
The Best Operational Technology Systems for Factories
While individual plant configurations vary by product and volume, specific operational technology systems serve as the irreplaceable foundation for automated industrial spaces.
1. Programmable Logic Controllers
Programmable logic controllers represent the single most critical element within modern factory automation setups. These specialized, solid-state computers operate continuously within extreme temperatures, high electrical noise, and high-vibration zones where standard enterprise computers would fail immediately.
By executing cyclic scans, a programmable logic controller reads input states from field sensors, processes internal logic rungs, and updates output signals to actuators within fractions of a millisecond.
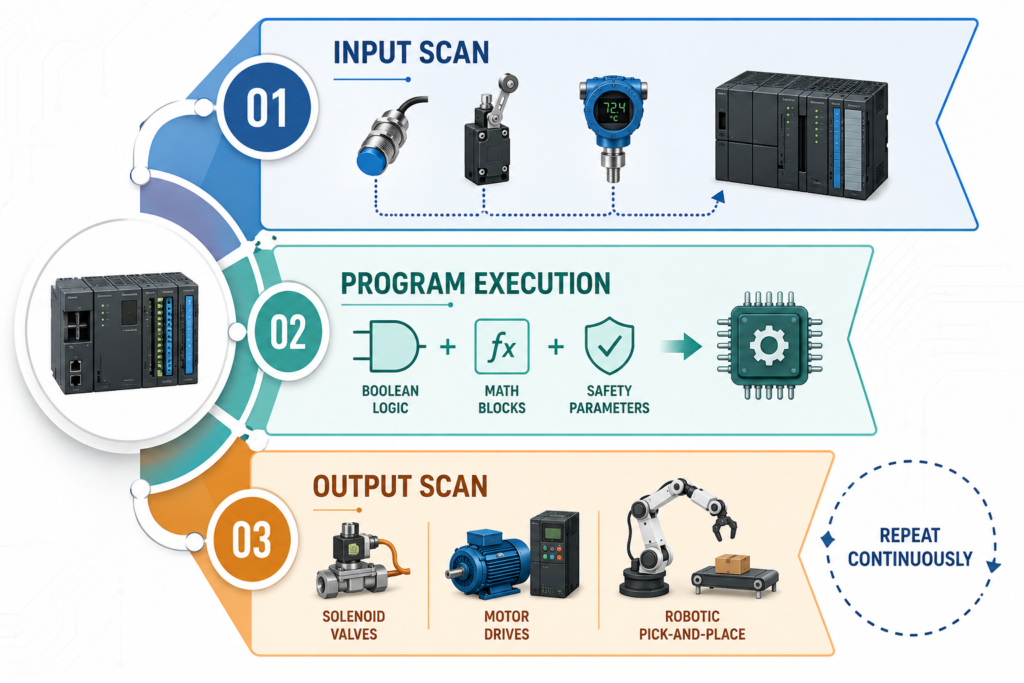
In automated automotive manufacturing, these controllers direct robotic welding cells, safety interlocking curtains, and precision lift assists. In high-volume beverage bottling operations, they calculate exact flow volumes to manage high-speed filling, capping, and inline labeling stations simultaneously.
Major global vendors driving innovation in this space include Siemens via their Simatic S7 series, Rockwell Automation through the ControlLogix family, Schneider Electric, Mitsubishi Electric, and Omron.
The enduring dominance of the programmable logic controller in manufacturing stems from its deterministic performance, long operational lifecycles, and adherence to international programming standards like IEC 61131-3.
2. SCADA Systems
As manufacturing assets scale and spread across large square footage, engineers require a centralized hub to oversee the complete production landscape. This operational visibility is delivered by Supervisory Control and Data Acquisition systems.
SCADA software functions by continuously polling floor-level programmable controllers, remote terminal units, and intelligent electronic devices, transferring those raw bits into graphic visualization screens.
This centralized software environment grants operations teams multi-faceted capabilities across the plant floor.
- Real-time operational visibility of multiple production lines simultaneously.
- Plant-wide alarm management to alert personnel to safety anomalies or equipment deviations.
- Historical data logging to track process metrics over months of continuous production.
- Trend analysis tools to assist engineering teams in diagnosing quality shifts.
By utilizing a SCADA architecture, operators can adjust valve positions, reset line speeds, or alter heating profiles across multiple zones from a central control room, removing the need to manually configure individual machines.
3. Distributed Control Systems
In discrete manufacturing, assets move individual parts down a line, but in continuous process industries, materials flow through unbroken chemical or thermal transformations, requiring a different control philosophy. Distributed Control Systems fulfill this specialized industrial need.
Unlike a programmable logic controller setup that centralizes logic in a primary chassis, a Distributed Control System spreads autonomous controllers across distinct process zones, linking them to a proprietary high-speed network and a unified software configuration suite.
This decentralized control approach offers foundational benefits for continuous process operations.
- Enhanced system stability by keeping process failures contained to local zones.
- Total hardware redundancy with automatic bumpless transfer to backup processors.
- Native, high-density handling of complex, multi-variable PID control loops.
- Deep integration of safety instrumented systems directly into the engineering environment.
Process operations like petrochemical refining, specialty chemical synthesis, base pharmaceutical production, and power generation use Distributed Control Systems to prevent unexpected shutdowns, as a single process interruption can freeze materials inside piping and cause immense financial losses.
Industry leaders delivering these high-availability platforms include Honeywell with Experion PKS, Emerson with DeltaV, Yokogawa, ABB, and Siemens via PCS 7.
4. Human-Machine Interface Systems
Automated automation infrastructure still relies heavily on localized human decision-making, interventions, and physical troubleshooting. Human-Machine Interfaces provide the graphical window that makes this interaction possible at the individual machine level.
These industrial-grade touchscreens and panels interface directly with localized programmable controllers to convert binary data streams into explicit visual objects like tank levels, motor RPM readouts, and active safety faults.
Modern interface systems directly influence daily workforce productivity through specific functional channels.
- Accelerated mean time to repair via explicit, graphical fault localization maps.
- Eradication of operator input mistakes by implementing software data validation boundaries.
- Enhanced situational awareness via high-performance HMI design methodologies.
- Localized recipe selection and parameter tuning without requiring programming software.
The latest generations of human-machine interfaces function as edge nodes, utilizing web-native technologies like HTML5 to stream exact machine diagnostics to mobile tablets carried by roaming maintenance technicians.
5. Manufacturing Execution Systems
A frequent point of inefficiency in an industrial organization is the operational disconnect between top-floor corporate ERP scheduling and bottom-floor physical machinery execution. Manufacturing Execution Systems function as the data orchestration layer that unites these two worlds.
An execution system tracks the transformation of raw materials into finished goods in real time, validating that every production step complies with engineering specifications and quality standard operating procedures.
The software platform tracks and enforces multiple operational facets in real time.
- Dynamic production scheduling and direct dispatching of electronic work orders.
- Granular equipment utilization metrics to calculate precise Overall Equipment Effectiveness.
- Comprehensive lot, batch, and serial-number component tracking for electronic device genealogy.
- Automated statistical process control to flag material quality drift before scrap is produced.
For manufacturers operating within heavily audited landscapes, such as the FDA-regulated medical device and pharmaceutical sectors, execution systems provide automated electronic batch records and device history records, ensuring total traceability and regulatory compliance.
6. Industrial Internet of Things Platforms
The emergence of the Industrial Internet of Things has fundamentally altered how industrial enterprises leverage unstructured operational technology data. Rather than allowing data to remain trapped inside local machine registers, these platforms establish a pipeline to transport high-frequency time-series data to advanced compute engines.
By utilizing edge computing gateways, these platforms ingest information from legacy and modern machinery alike, converting varied protocols into unified formats like MQTT or OPC UA.
Common deployments focus on achieving highly targeted operational objectives.
- Predictive maintenance algorithms that evaluate vibration and thermal signatures to flag failures weeks before they happen.
- Enterprise energy management systems that cross-reference machine power consumption against utility rate structures.
- Real-time asset tracking across vast logistics yards and multi-building campuses.
- Cloud-based fleet analytics to contrast the performance of identical machinery across different global sites.
Leading platforms like Siemens MindSphere, PTC ThingWorx, and corresponding solutions from Rockwell Automation and Schneider Electric allow plants to run advanced optimization models without risking the stability of their core control loops.
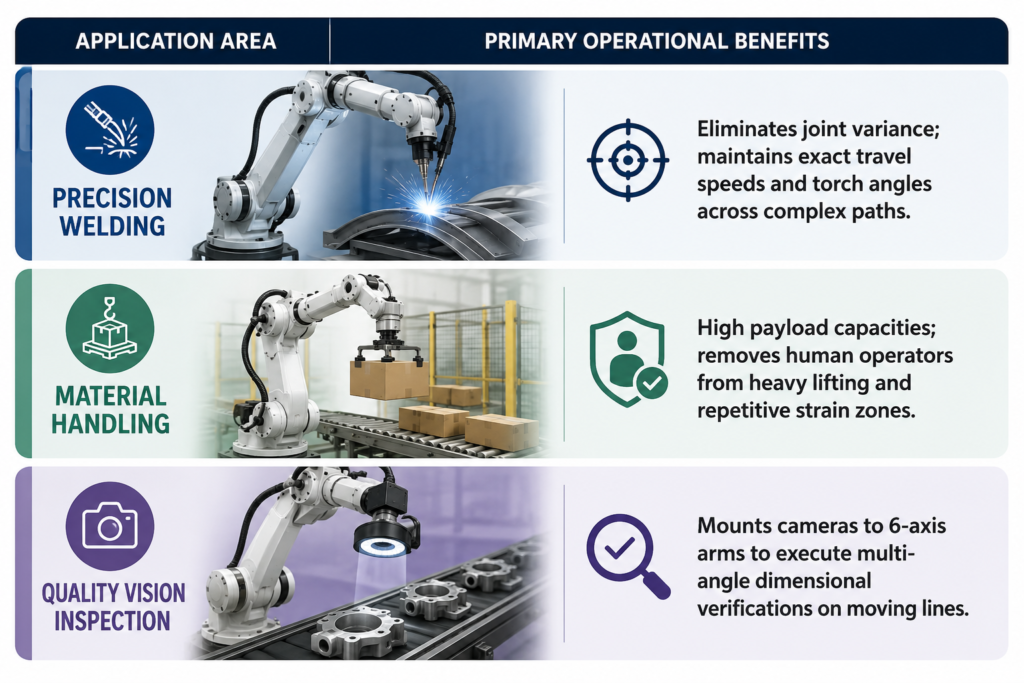
7. Industrial Robotics Systems
Industrial robotics systems have grown from simple, fenced-off material handling tools into highly adaptable, intelligent assets capable of dynamic task execution.
Data from the International Federation of Robotics indicates that over 4,000,000 industrial robots are currently deployed in manufacturing facilities worldwide, showcasing the accelerating global shift toward advanced automation.
The industrial robotics market is further augmented by collaborative robots, or cobots. These units feature integrated torque sensors and power-limiting skins, allowing them to work directly alongside human operators without physical safety fencing, maximizing floor space utilization.
Global market leaders in this category include FANUC, ABB, KUKA, and Yaskawa Motoman.
8. Industrial Networking Systems
An operational technology ecosystem is only as reliable as the networking fabric that connects its hardware components. Industrial networking systems must ensure predictable data delivery, meaning a control message must arrive at its destination within an exact window every single time.
These networks differ from office IT infrastructure by incorporating ruggedized switches, shielded cabling, and protocols that survive high ambient temperatures and intense electromagnetic interference.
Modern plants use a mix of standard industrial communication protocols to handle deterministic traffic.
- PROFINET: An open Industrial Ethernet standard developed by Profibus & Profinet International, dominant in European architectures.
- EtherNet/IP: Managed by ODVA, this protocol adapts the Common Industrial Protocol to standard Ethernet infrastructure.
- Modbus TCP: A simple, open protocol used widely for power monitoring and legacy device integration.
- OPC UA: A platform-independent, service-oriented architecture that provides robust security and structural data modeling from sensor to cloud.
- EtherCAT: An ultra-high-speed Ethernet technology optimized for real-time, synchronized motion control and servo drive coordination.
Unstable network layout or poor shielding results in dropped data packets, which triggers controller timeouts and causes sudden machine stops, highlighting the critical role of network design.
9. Machine Vision and Automated Inspection Systems
Maintaining strict product quality at modern production speeds is impossible using manual human inspection alone. Machine vision and automated inspection systems solve this by executing high-speed, non-contact visual evaluations of parts moving down a production line.
These systems pair high-resolution industrial cameras and specialized LED lighting arrays with onboard processing units that run advanced edge algorithms to evaluate features instantly.
Unlike manual inspectors who experience physical fatigue and cognitive bias over a long shift, automated vision engines evaluate every single component with total metric impartiality.
Production teams implement machine vision to complete precise on-line tasks.
- Automated surface defect identification, flagging scratches, cracks, or voids in real time.
- High-accuracy sub-millimeter dimensional verification against engineering CAD models.
- Correct assembly confirmation, verifying that all sub-components are present and properly oriented.
- High-speed industrial barcode, data matrix, and optical character recognition reading.
Integrating machine vision directly with automated sorting conveyors allows defective units to be physically rejected from the line instantly without interrupting the broader production flow.
How These Systems Work Together in a Modern Factory
The true power of operational technology is unlocked when individual components cease functioning as standalone devices and begin operating as an integrated, multi-layered data pyramid.
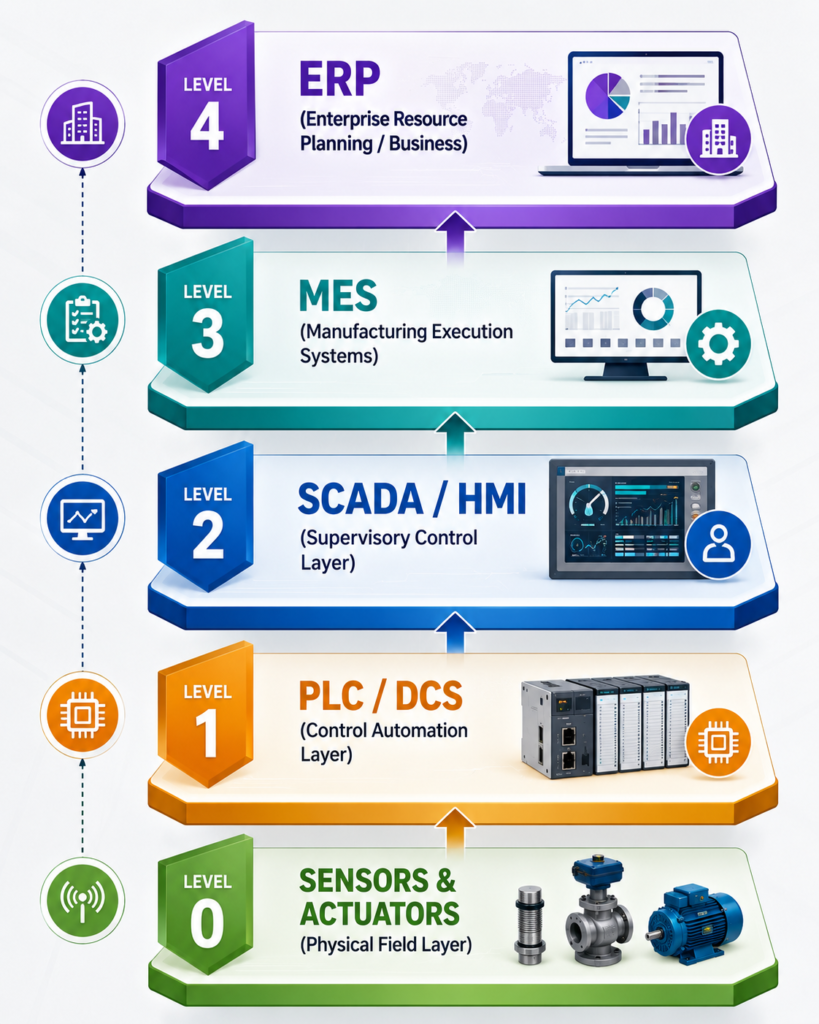
To see this architectural stack in motion, consider a typical automated workflow inside a modern beverage packaging plant. At the field layer, digital inductive sensors and analog magnetic flowmeters continuously capture raw physical values.
Directly above them, programmable logic controllers ingest these sensor streams and adjust variable frequency drives to control fill levels and line speeds. Simultaneously, human-machine interface panels display these local metrics to nearby operators, while a plant-wide SCADA system aggregates data across all filling lines, managing alarms and tracking historical performance.
Above the SCADA layer, the manufacturing execution system tracks the overall work order progress, logs raw material usage against specific batches, and calculates real-time efficiency metrics. Finally, this data is passed to the enterprise resource planning layer to adjust global inventory logs and manage supply chain procurement automatically.
Choosing the Right Operational Technology Systems for a Factory
Selecting an operational technology vendor or architecture is a long-term capital decision that impacts a facility’s operations for decades. The optimal choice balances long-term architectural scalability and support over sheer technical complexity.
When planning an operational technology upgrade, engineering leadership must thoroughly evaluate several internal operational parameters.
- Legacy Equipment Compatibility: The system’s native ability to talk to existing machines via legacy protocols without requiring total hardware retrofits.
- Internal Workforce Expertise: The skill sets of onsite maintenance technicians and controls engineers regarding specific programming languages and hardware platforms.
- Scalability and Extensibility: Whether the chosen system can expand modularly as the plant adds lines or buildings.
- Cybersecurity Posture: Alignment with international security standards like ISA/IEC 62443, including features for network segmentation and role-based access control.
- Vendor Ecosystem and Support Availability: The local availability of replacement parts, field service engineers, and certified system integrators.
High-volume discrete plants running thousands of repetitive operations often prioritize high-speed programmable controllers and advanced robotics platforms. Conversely, large chemical or fluid processing plants focus their investments on distributed control networks and process safety systems.
Final Thoughts
The ideal operational technology systems for a factory are those that seamlessly translate raw machinery status and process data into total floor control, clear visibility, and high process reliability. Programmable logic controllers, SCADA platforms, distributed control architectures, operator interfaces, execution software, industrial networks, robotics, and machine vision systems each fulfill a precise, irreplaceable role across the automated industrial plant.
When engineered as a unified ecosystem, these technologies allow modern manufacturers to achieve tight quality control, eliminate unscheduled downtime, optimize resource and utility consumption, and adapt instantly to changing market demands. As factories continue to evolve, the deliberate integration of robust operational technology will remain the core driver of industrial performance and long-term manufacturing growth.
Frequently Asked Questions
What are operational technology systems in a factory?
Operational technology systems are the hardware and software used to monitor, control, and automate physical manufacturing processes. They include technologies such as programmable logic controllers, supervisory networks, distributed control platforms, operator interfaces, execution software, industrial networks, and connected analytics solutions.
What are the most important operational technology systems used in modern factories?
The most widely used systems include Programmable Logic Controllers, SCADA systems, Distributed Control Systems, Human-Machine Interfaces, Manufacturing Execution Systems, Industrial Internet of Things platforms, industrial robotics, and machine vision systems.
What is the difference between IT and OT systems?
Information technology systems manage business data, communications, and enterprise applications, while operational technology systems control and monitor physical equipment and industrial processes. Operational technology focuses on operational reliability and production efficiency on the shop floor, whereas information technology focuses on information management and corporate operations.
Why are programmable logic controllers considered the foundation of factory automation?
These controllers manage machines, production lines, and industrial equipment in real time. They are highly reliable, can operate in harsh industrial environments, and allow manufacturers to automate repetitive processes with high precision and consistency.
How do SCADA systems improve manufacturing operations?
Supervisory systems provide centralized monitoring and control of industrial equipment. They help operators track production performance, respond to alarms, analyze operational trends, and make faster decisions based on real-time data collected from across the entire facility.
What role does a Manufacturing Execution System play in a factory?
An execution system connects shop-floor operations with business systems by tracking production activities, work orders, quality data, and equipment performance. It helps manufacturers improve productivity, inventory traceability, and overall operational visibility.
How do Industrial Internet of Things platforms benefit modern factories?
These platforms collect data from connected equipment and transform it into actionable insights. They support predictive maintenance strategies, energy monitoring, asset tracking, remote monitoring, and long-term production optimization.
How do manufacturers choose the right operational technology systems?
Manufacturers must evaluate their specific production requirements, existing equipment compatibility, scalability needs, integration capabilities, reliability expectations, and long-term operational goals. The best systems are those that align precisely with a facility’s manufacturing processes and business objectives.